ЁЁЁЁМђНщЃК
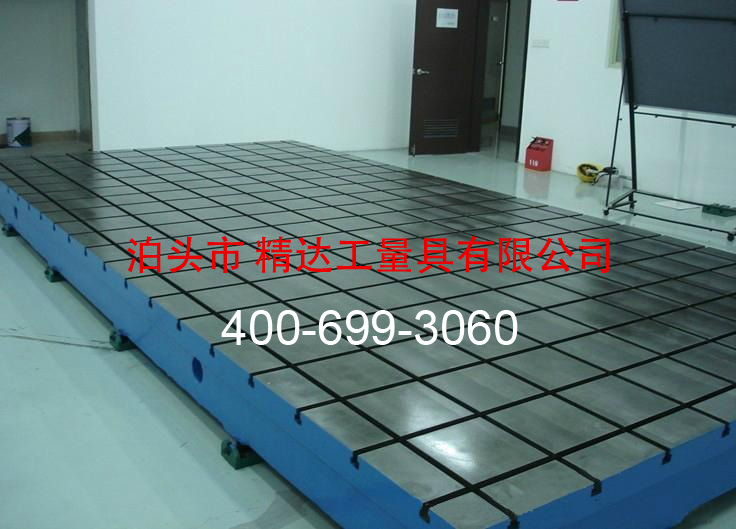
ЁЁЁЁУКИЦНАхгІОЙ§СНДЮШЫЙЄЪЕаЇ(ЭЫЛ№ДІРэ)ЛђепздШЛЪБаЇ2-3ФъЃЌвдМѕЩйж§МўЕФФкгІСІЃЌЬсИпУКИЦНАхЙЄзїБэУцЕФгВЖШКЭФЭФЅадЁЃЪЙЕУУКИЦНАхЕФОЋЖШЮШЖЈЃЌФЭФЅадФмКУЁЃвЛИіКЯИёЕФУКИЦНАхЃЌвЛЖЈвЊбЯИёЕФОЙ§ИїИіЛЗНкЃЌУПвЛИіЛЗНкЕФЯИаЁВюБ№ЃЌзюжеЖМгАЯьзХВњЦЗЕФжЪСПЁЃЮвУЧЙЋЫОзЈвЕжЦдьИїжжж§ЬњЦНАхЃЌж§ЬњЦНЬЈЃЌЛЎЯпЦНЬЈЃЌЛЎЯпЦНАхЕШСПОпЃЌЯИаФзіКУУПвЛИіЯИНкЃЌОЋаФзіКУУПвЛИіВњЦЗЁЃ
ЁЁЁЁУКИЦНАхЙЄзїБэУцВЛгІгаЩАПзЁЂЦјПзЁЂСбЮЦЁЂМадќМАЫѕЫЩЕШж§дьШБЯнЁЃИїжжж§дьБэУцгІЧхГ§аЭЩАЁЂЧвБэУцЦНећЃЌЭПЦсРЮЙЬЁЃИїРтБпгІаоЖлЁЃж§ЬњЦНЬЈдкОЋЖШЕШМЖЕЭгкЁБ00ЁхМЖЕФЦНЬЈЙЄзїУцЩЯЃЌЖдгкжБОЖаЁгк15mmЕФЩАПздЪаэгУЯрЭЌЕФВФСЯЖТШћЃЌЦфгВЖШгІЕЭгкжмЮЇВФСЯЕФгВЖШЁЃдкЙЄзїУцЩЯЖТШћЕФВПЮЛгІВЛЖргкЫФДІЃЌЦфЯрЛЅжЎМфЕФОрРыгІВЛаЁгк80mmЁЃ
ЁЁЁЁгУЭОЃК
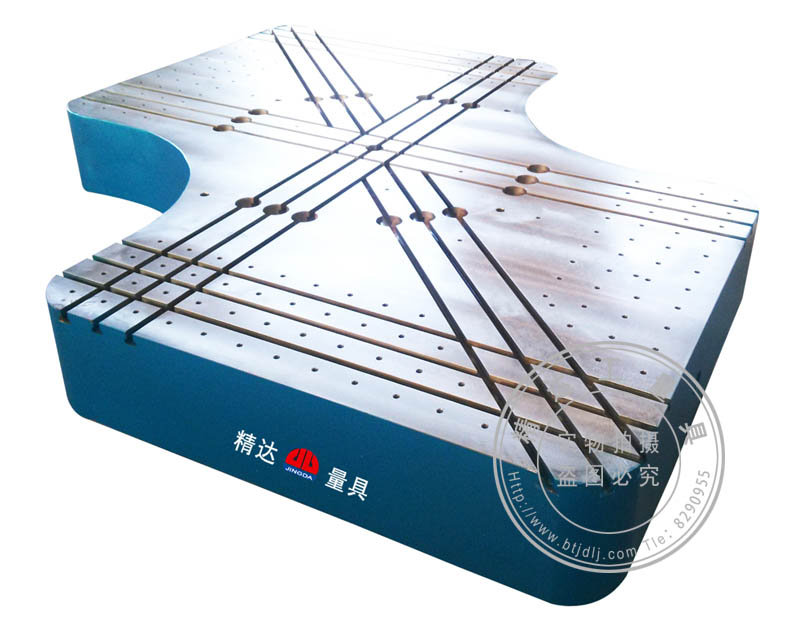
ЁЁЁЁУКИЦНАхЪЧгУгкУКИЙЄвеЕФЛљДЁЦНАхЃЌЙЄзїУцЩЯгаПзКЭTаЭВлЃЌПзжївЊгУРДЧхРэУКИЪБЕФвЛаЉЬњдќКЭКИНгЗЯЦњЮяЃЌTаЭВлжївЊЪЧгУРДЙЬЖЈКИНгМўЁЃ
ЁЁЁЁВФжЪЃК
ЁЁЁЁУКИЦНАхВФжЪЮЊИпЧПЖШж§ЬњHT200-300ЃЌЙЄзїУцгВЖШЮЊHB170-240ЃЌОЙ§СНДЮШЫЙЄДІРэЃЈШЫЙЄЭЫЛ№600ЖШ-700ЖШКЭздШЛЪБаЇ2-3ФъЃЉЪЙгУИУВњЦЗ ЕФОЋЖШЮШЖЈЃЌФЭФЅадФмКУЁЃ
ЁЁЁЁЙцИёЃК
ЁЁЁЁ100mm*100mm-3000mm*6000mmЃЈЬиЪтЙцИёИљОнашЗНЭМжНжЦзїЃЉЁЃ
ЁЁЁЁОЋЖШЃК
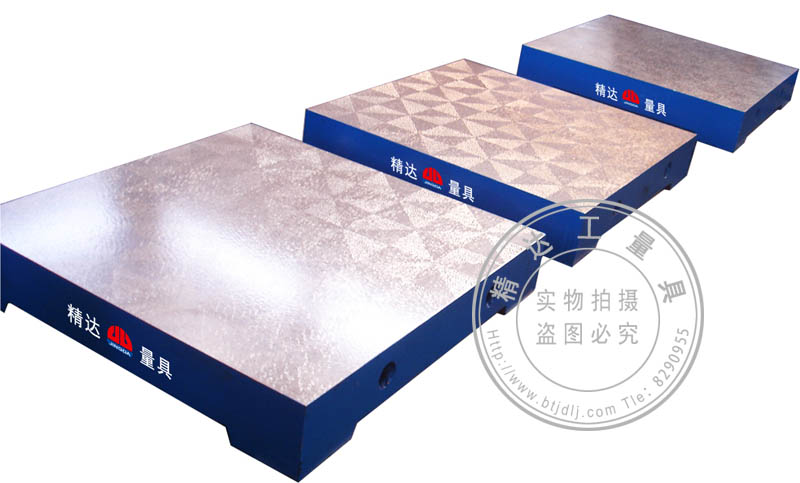
ЁЁЁЁАДЙњМвБъзММЦСПМьЖЈЙцГЬжДааЃЌЗжБ№ЮЊ0ЁЂ1ЁЂ2ЁЂ3ЫФИіЕШМЖЁЃ
ЁЁЁЁ0МЖ1МЖЦНАхЦНЬЈдкУПБпЮЊ25ЉLЦНЗНЕФЗЖЮЇФкВЛЩйгк25ЕуЁЃ
ЁЁЁЁ2МЖЦНАхЦНЬЈдкУПБпЮЊ25ЉLЦНЗНЕФЗЖЮЇФкВЛЩйгк20ЕуЁЃ
ЁЁЁЁ3МЖЦНАхЦНЬЈдкУПБпЮЊ25ЉLЦНЗНЕФЗЖЮЇФкВЛЩйгк12ЕуЁЃ
ЁЁЁЁММЪѕВЮЪ§ЃК
| ЙцИёЃЈmmЃЉ |
ОЋЖШЕШМЖ ( ІЬm ) |
| 1 |
2 |
3 |
ОЋХй |
| 1200 ЁС 1000 |
20 |
39 |
96 |
|
| 1500 ЁС 1000 |
24 |
48 |
120 |
|
| 1500 ЁС 1500 |
25 |
50 |
125 |
|
| 2000 ЁС 1000 |
26 |
52 |
129 |
|
| 2000 ЁС 1500 |
|
56 |
140 |
|
| 2000 ЁС 2000 |
|
60 |
152 |
230 |
| 2500 ЁС 1500 |
|
64 |
152 |
230 |
| 2500 ЁС 2000 |
|
68 |
168 |
248 |
| 2500 ЁС 2500 |
|
72 |
180 |
270 |
| 3000 ЁС 1000 |
|
|
168 |
248 |
| 3000 ЁС 1500 |
|
|
174 |
254 |
| 3000 ЁС 2000 |
|
|
184 |
275 |
| 3000 ЁС 2500 |
|
|
186 |
276 |
| 3000 ЁС 3000 |
|
|
210 |
300 |
| 4000 ЁС 1000 |
|
|
210 |
300 |
| 4000 ЁС 1500 |
|
|
210 |
300 |
| 4000 ЁС 2000 |
|
|
219 |
340 |
| 4000 ЁС 2500 |
|
|
228 |
340 |
| 4000 ЁС 3000 |
|
|
240 |
360 |
| 5000 ЁС 1500 |
|
|
249 |
370 |
| 5000 ЁС 2000 |
|
|
255 |
375 |
| 5000 ЁС 2500 |
|
|
264 |
390 |
| 5000 ЁС 3000 |
|
|
287 |
420 |
| 6000 ЁС 1500 |
|
|
287 |
420 |
| 6000 ЁС 2000 |
|
|
293 |
430 |
| 6000 ЁС 2500 |
|
|
300 |
450 |
| 6000 ЁС 3000 |
|
|
308 |
460 |
| 8000 ЁС 1500 |
|
|
366 |
500 |
| 8000 ЁС 2000 |
|
|
370 |
520 |
| 8000 ЁС 2500 |
|
|
375 |
530 |
| 8000 ЁС 3000 |
|
|
382 |
570 | |